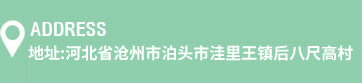
模具加工的澆注位置一般于選擇造型方法之后確定。先確定出加工件中品質要求高的部位(如重要加工面、受力大的部位、承受壓力的部位等)。結合產生條件估計主要廢品傾向和容易發生缺陷的部位(如厚大部位容易出現收縮缺陷。大平面上容易產生夾渣結疤。薄壁部位容易發生澆不到、冷隔。薄厚相差懸殊的部位應力集中,容易發生裂紋等)。這樣在確定澆注位置時,就應使重要部位處于有利的狀態,并針對容易出現的缺陷,采取相應的工藝措施予以防止。模具加工是采用覆膜砂制芯,適用于熱芯盒和冷芯盒兩種。模具加工的特點是應用兩根導柱,開合模垂直分型,同時安裝兩副不同的模具,中間固定架可以雙面安裝定模,左右開合模(相當于雙模架)。
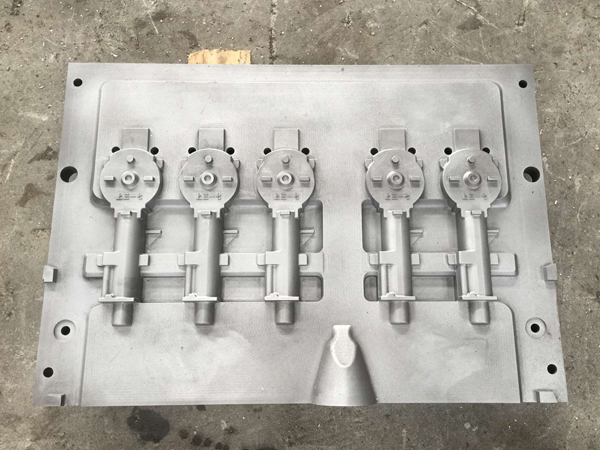
對于模具加工而言,在進行設計的過程中,工作人員需要要充足考慮對腔體零件的磨削、磨削和拋光的可行性。這是因為在加工期間,雖然在理論上將其的加工精度得了了良好的控制,而且使其具體的收縮率與預期的結果一致。濕砂造型法在通常情況下,這種方法比較適用于大部分金屬材質,大批量生產的模具加工加工中。相比較其他的方法而言,這種粘土濕砂造型是較為經濟的一種方法。當然,由于加工工廠引進了比較的控制裝置,那么就需要慢慢地達到適當的性能。
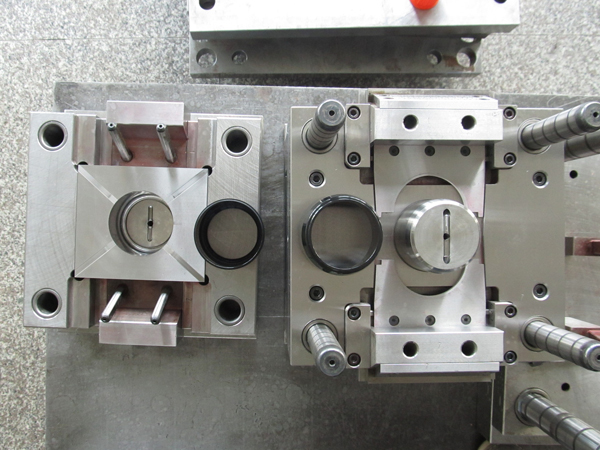
還有一種方法叫做消失模鑄型,就目前的應用來看,該方法的應用范圍還相對比較少一些。所謂消失模加工,主要是由于現在的設備制造水平以及原料都有了大的進步,歲也在慢慢地進行推廣。采用這種方法加工模具加工的話,不僅能提升生產的速度,而且還可以降低一部分的成本。如果使用二種方法進行模具加工加工的話,我們就會發現,其有很多的優點,主要為:發泡模可沒有斜度或鈄度很小,在設計上的自由度很高;其次,可以減輕加工件的重量,減少甚至省去機械加工的環節等。
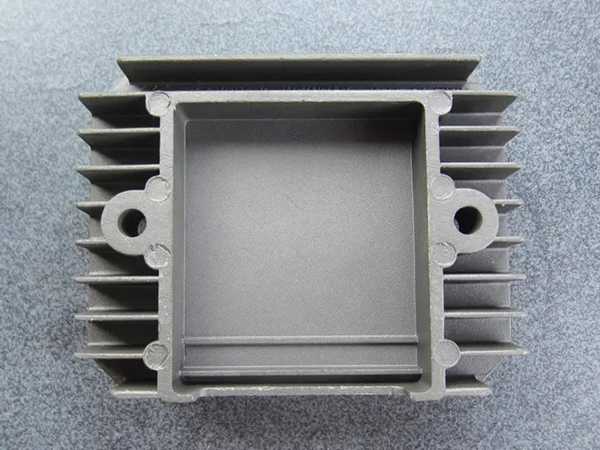
模具加工所采用的砂型加工是一種以砂作為主要造型材料,制作鑄型的守舊加工工藝。砂型一般采用重力加工,有特別要求時也可采用低壓加工、離心加工等工藝。砂型加工的適應性很廣,小件、大件,簡單件、復雜件,單件、大批量都可采用。砂型加工用的模具,以前多用木材制作,通稱木模。一些技術的技術生產廠家為改變木模易變形、易損壞等弊病,除單件生產的砂型加工件外,全部改為尺寸精度較不錯,并且使用壽命較長的鋁合金模具或樹脂模具。雖然價格有所提升,但仍比金屬型加工用的模具便宜得多,在小批量及大件生產中,價格優點尤為突出。此外,砂型比金屬型不怕火度較不錯,因而如銅合金和黑色金屬等熔點較不錯的材料也多采用這種工藝。
模具加工的加工過程中細化晶粒的方法可概括為三種:
1、增大過冷度。當過冷度增大時,液體金屬中生核率增加大,長大速度增加小,可使晶粒細化。例如,模具加工采用低溫澆注是減少柱狀晶、細化粒狀晶的方法;采用金屬型和冷鐵等可增加冷卻速度,細化晶粒等。
2、孕育處理。在液態金屬結晶前,加入一些能促使生核或降低晶核長大速度的物質,使晶粒細化。
3、附加振動。液態金屬結晶時附加振動(機械振動、聲波振動或電磁振動),使已生長的晶粒破碎。破碎的枝晶可起晶核作用,增加生核率,細化了晶粒。