模具加工件表面精加工是模具加工中未能很好解決的難題之一,也正是模具鉗工勞動強度大、成為瓶頸原因之一。特別反映在硬度大的金屬、壓鑄模具進行組裝過程。在模具加工件設計上,很多模具廠家都采用標準化組合設計,因而設計周期短,而我們目前全部產品都是從開頭設計,包括每個環節。模具加工件的制造成本:作為模具制造過程的中間環節或工序,熱處理造成的開裂、變形超差及性能超差,大多數情況下會使模具報廢,即使通過修補仍可繼續使用,也會增加工時,延長交貨期,提升模具的制造成本,使用模具標準件不但能縮短模具制造周期,而且能提升模具質量和降低模具制造成本。
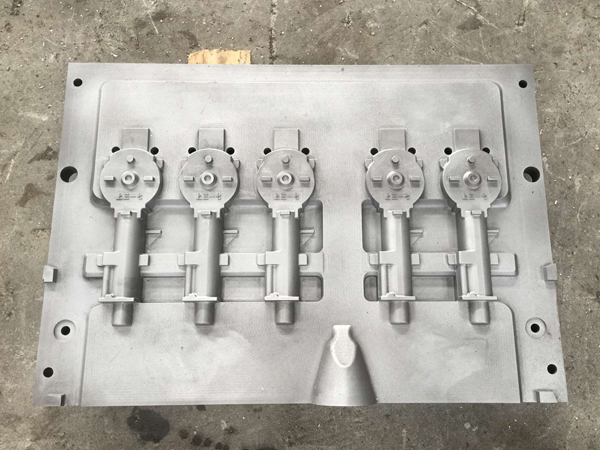
模具設計要求的事精度和批量生產,所以注塑模具的設計以生產和產品成型為主,主要要求一次成型。而模具加工件主要考慮加工工藝和加工生產條件,很多情況下,模具加工件設計是復雜的,模具加工件也大部分是需要很多部分組合而成的,所以,模具加工件如果被分開單個考慮是比較簡單,但是組合起來是很復雜。
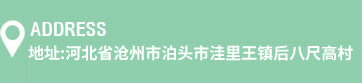
1、模樣和澆冒口模的位置、尺寸是否符合加工工藝圖的要求,吃砂量是否適當;
2、模板的布局、方向、尺寸標注是否一致,是不是會影響合箱要求;
3、如有造型機,還要計算模板高度與起模高度的關系;
4、直澆注盡量設計在靠近澆注的一邊,方便澆注;
5、各種定位是否適當、活塊、擋板等裝卸是否方便;
6、一般模板都是做成空心的,但前提是要強度,看你設計的增加筋等是否適當;
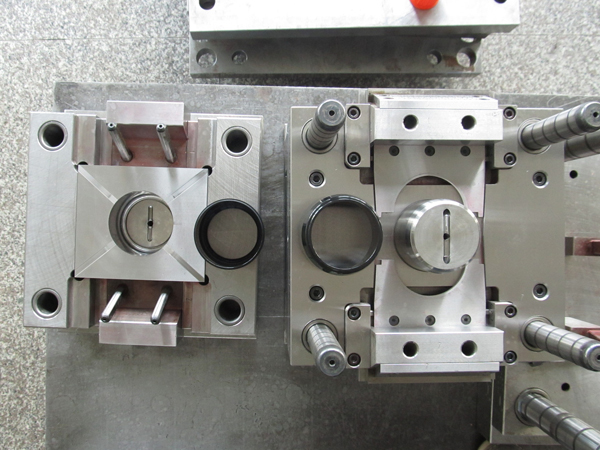
7、先用加工的方法加工出毛坯,而后再進行機加工而成的;
8、由于加工的原因,材料沒有各向異性,因此,模具工作中,受力比好;
9、易于做比較復雜的模具,需要先做模具加工件,因此,加工周期比較長,成本有點高;
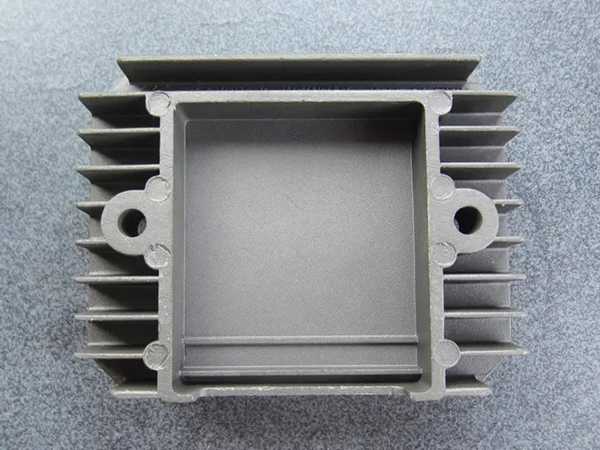
10、鋼板沖壓模制造簡單,生產周期短。由于是有多塊鋼板零件拼接而成,因此,組合精度相對較差一點,并且在使用中,還會發生尺寸變動,導致沖壓出廢品。某個局部損壞,可以、相對加工的整體模具而言,用鋼板零件組合而成的沖壓模具,精度稍差一點;
11、單體材料存在各向異性,若取向不正確,將導致使用中發生裂紋。
模具加工件的冷揉捏力巨細主要取決于揉捏型腔投影面積的巨細、型腔的深層以及它們的幾許形狀、模坯直徑與揉捏型膠直徑之比以及模坯金屬的力學性能讓這些要素一般不易變較。但經驗豐富的技術人員能夠挑選正確的變形方法來削減揉捏變形力。挑選良好的潤滑材料以及在模坯上設計正確的減荷穴也能夠削減揉捏變形力和提升模坯型腔的表面質量。
由于模具加工件的使用要求和種類的不同,模型也有不同的分類。若按模型的幾許形狀來分,則分為平而模型和立體模型,若按模型的制造方法來分,則分為模制法摸型和切削法模型。當然也有按其它方法來分類的,例如按模型制造的材料或按模型在加工模具型腔表面時的作用等來進行分類。
模具加工件便于設備和拆卸。由于鋁合金重力鍛造,有需要將模具從頭部噴漆中取出,并定期修理模具。如果拆卸不方便,工人的勞動強度會增加,占用多的勞動時間,產值和功率也會降低。選擇不同的鍛造技巧,模具形式通常不同。
模具加工件的應用:
1、有需要選擇適當的鍛造模具。鍛造技能的質量直接關系到加工件的質量和技能產量的不均。克服了國內熱接點的一些缺陷,有助于提升鍛造工藝規劃的性。
2、模具需要具有良好的保溫能力。達到要求的實心模座和模件不僅了模具的使用壽命,而且在模具連續操作期間對溫度場的調節也有重要的影響。
3、模具應該有較的冷卻系統和抽氣系統。冷卻后,不僅可以提升勞動生產率,而且可以調節加工件的溫度場,控制加工件的冷卻速度,從而影響加工件的內部排列結構和晶粒尺寸,實現控制加工件機械性能的目的。